مراحل اصلی ششگانه در بريزينگ
قبلا گفته ايم كه اتصال بريزينگ خود ساخته است بدين معني كه عمل كاپيلاري بيش از مهارت جوشكار در پخش مواد سيم جوش تاثير دارد. مهــارت واقعي در طراحي و مهندسي اتصال است ولي حتي يك طراحي كامل بدون رعايت صحيح مراحل زير نتيجه اش يك اتصال ناقص خواهد بود.
اين مراحل به شش گام اصلي خلاصه شده اند ولي با وجود سادگي آنها هيچ گامي نبايد حذف شود .
گام اول-اندازه مناسب فاصله يا گپ
همانطور كه ميدانيم بريزينگ از خاصيت كاپيلاري براي پخش ماده مذاب سيم جوش بين دو فلز پايه استفاده ميكند، بنابراين هنگام بريزينگ دقت نمائيد اين فاصله يا گپ مناسب حفظ شود. منحنی زير قدرت اتصال دو فلز پايه را نسبت بفاصله يا گپ آندو هنگام بريزينگ نشان ميدهد.
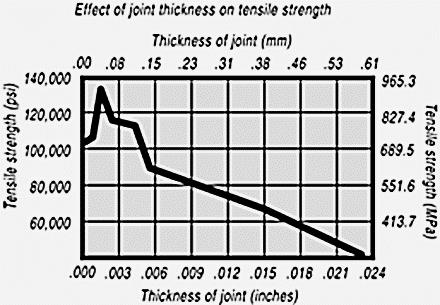
توجه نمائيد كه در اين جدول قويترين اتصال (135000 پي اس آي) موقعي بدست ميايد كــه گپ بين دو فلز پايه 0/0015 اينچ يا 0/038 ميليمتر باشد. هنگاميكه فاصـــله كمتر از اين باشد، ماده مذاب سيم جـوش نميتواند بطور متناسب وپيوسته بين دو فلز پايه پخش شود ودر نتيجه قدرت جوش كم ميشود واگر فاصله بيشتر از اين باشد، قدرت اتصال باندازه قدرت آلياژ سيم جوش ميشود و عمل كاپيلاري بخوبي انجام نميشود كه در نتيجه سبب ضعیف شدن نقطه اتصال ميشود . البته در اغلب جوشكاريهاي روزانه مجبور نيستيد باين اندازه دقيق باشيد.
چون جوشهائي با گـپ 0.025 تا 0.127 ميليمتر هم قدرت نقطه اتصـــالي با 100000 پي اس آي بوجود مياورند. چنانچه فلزات پايه بريزينگ بصورت دو سطح صاف باشند، رويهــم قــــراردادن آندو گپ مناســـب را بوجـود مياورد.
نكته مهم ديگر در نظر گرفتن ضريب انبساط فلزات وتاثير آن در كم يا زياد شدن گپ ميباشد.
گام دوم- تميز كردن سطوح فلزات:
عمل كاپيلاري موقعي بخوبي انجام ميگيرد كه سطوح فلزات پايه كاملا تميز باشد. چنانچه اين سطوح آلوده بموادي باشند مانند روغن، گريس، زنگ ويا حتي خاك، بايستي اول اين آلودگيها از سطح فلز برداشته شود وگرنه مانعي بين سيم جوش وسطح فلز بوجــود مياورند. بعنوان مثال روغن و گريس در اثر حرارت كربونيزه شده و لايه اي در سطح فلز بوجود مياورند كه مانع عمل فلاكس و ايجاد اتصال بين ماده سيم جوش و فلز ميگردنند. همچنين سيم جوش نميتواند روي سطح زنگ زده ايجاد اتصال نمايد.
اول بايستي روغن و گريس را از روي سطوح فلزات پاك كرد وسپس اقدام ببرداشتن زنگ روي فلز كــرد چون وجود گريس هنگام زدودن زنگ بوسيله سنباده باعث نفوذ عميقتر آن در سطح فلز ميگردد. هنگاميكه سطوح فلزات بخوبي از هر گونه آلودگي پاك شد، بايستي بسرعت اقدام به بريزينگ نمائيد تا از هر گونه آلودگي مجدد جلوگيري شود.
گام سوم- استفاده از فلاكس:
فلاكس يك تركيب شيميائي است كه قبل از بريزينگ (جوشكاري) روي سطوح اتصال بكار ميـرود. مصرف فلاكس در بريزينگ يك ضرورت است چون حرارت دادن سطوح اتصــال فرايند اكسيده شدن را سرعت ميبخشد و وجود مواد اكسيد شده در سطح، خود از ايجاد يك اتصال قـوي جلوگيري ميكند بنابراين بايستي از بوجود آمدن اكسيد فلز جلوگيري كرد. اينكار با استفاده از فلاكس انجام ميشود. فلاكس همانند يك لايه حفاظتي يا سپر، از رسيدن اكسيژن به سطحي كه حرارت داده ميشود جلوگيري كرده و نتنها مانع تشكيل اكسيدها ميشود بلكه اكسيدهاي باقي مانده از مرحله تميزكردن را نيز حل و جذب ميكند.
چگونه فلاكس را در سطوح اتصال بكار برد؟
اين مهم نيست چگونه از فلاكس استفاده ميكنيم، مهم اينست كه سطوح اتصال آغشته به فلاكس شوند چون معمولا فلاكس بصورت خمير تهيه ميشود، ميتوان از برس بـــراي اين منظور استفاده كرد. هنگامي كه توليد افزايش ميابد، براي سرعت در كار ميتوان با فروبردن سطوح اتصال در مايع فلاكس از آغشته شدن آن مطمئن شد راه ديگر مصرف فلاكس استفاده از گان(تفنگ) محتوي خمير با غلظت بيشتر فلاكس ميباشد.
چه موقع بايد از فلاكس استفاده كرد؟
در صورت امكان درست قبل از بريزينگ. در اينصورت از خشك شدن فلاكس ويا ريزش آن جلوگيري ميشود.
از چه نوع فلاکسی باید استفاده کرد؟ را انتخاب کنید که فرمول آن برای فلز مورد نظر شما و درجه حرارت مورد استفاده ،طراحی شده باشد.تقریبا برای هر نیاز بریزینگ فلاکس مخصوصی تهیه شده است . فلاکس برای استفاده در دماهای زیاد (1093 درجه سانتیگراد)،فلاکس برای فلزات دیرگداز ،برای سیکلهای طولانی حرارت دهی و همچنین برای ماشینهای اتوماتیک ،جلوگیری از انباشتن فلاکسهای متنوع در انبار ،یک فلاکس چند منظوره بوسیله شرکت Handy&Harman s Handy flux تولید شده که برای بیشتر مواد بریزینگ قابل استفاده می باشد.
چه قدر فلاکس باید استفاده کرد؟
درست به اندازه ای که فلاکس در طول مدت حرارت دهی دوام داشته باشد .توجه داشته باشید که هر چقدر قطعات بزرگتر و سنگینتر باشند مدت حرارت دادن آن نیز بیشتر است.
گام چهارم - مونتاژ یا سر هم کردن قطعات برای بریزینگ:
سطوح و قطعاتی که قبلا تمیز شده اند و به فلاکس آغشته اند بایستی برای بریزینگ مونتاژ شوند بنحوی که هنگام حرارت دادن ، بریزینگ و سرد شدن از تنظیم اولیه خارج نشده و باعث انجام عمل کاپیلاری گردد.چنانچه شکل و وزن قطعات اجازه دهد ، ساده ترین راه مونتاژ قرار دادن قطعات روی یکدیگر با استفاده از نیروی جاذبه میباشد.
همین طور میتوان با اضافه کردن وزن ونیروی جاذبه برای نگه داشتن قطعات کمک کرد.
در استفاده از قطعات کمکمی برای نگهداری قسمتهایی که باید بریزینگ شوند،مانند گیره،تکیه گاه و چهار چوب دقت کنید که از موادی با حداقل هدایت حرارتی استفاده شود ،مانند فولاد و سرامیک
گام پنجم :بریزینگ
پنجمین مرحله ،بریزینگ قطعات مونتاژشده میباشد که با حرارت دادن قطعات و رساندن به درجه بریزینگ و روان ساختن سیم جوش در نقطه اتصال انجام میشود.نخست در مرحله حرارت دادن،شعله تورچ را روی فلز پایه متمرکز میکنیم .چنانچه یک مجموعه کوچک را بریزینگ میکنید،میتوانید تمام قسمتها را تا رسیدن به نقطه ذوب سیم جوش حرارت دهید ولی اگر یک مجموعه بزرگ را بریزینگ میکنید ،بایستی منطقه وسیعی را در اطراف نقطه اتصال حرارت دهید.روش حرارت دادن یک مجموعه ساده استفاده از تورچ دستی میباشد . انواع مختلفی از سوخت تورچ مانند گاز طبیعی ،استیلن ،پروپیلن و غیره وجود دارد که با اکسیژن یا هوا میسوزند.
هنگام بریزینگ یک قطعه بزرگ به یک قطعه نازک ،ممکن است حرارتی را که از قطعه بزرگ ساتع میشودبرای قطعه نازک کافی باشد.در تمام مدت حرارت دادن،تورچ را حرکت دهید و هرگز نقطه اتصال را مستقیما حرارت ندهید.بعضی از فلزات خاصیت هدایت حرارت بیشتری دارندبنابراین بیشتر باید حرارت داده شوند .
فلزاتی که خاصیت هدایت کمتری دارند ، به آسانی گداخته میشوند بنابراین بیشتر باید حرارت داده شوند. فلزاتی که خاصیت هدایت کمتری دارند، به آسانی گداخته میشوند بنابر این هنگام حرارت دادن دقت نمایید .در تمام موارد توجه داشته باشید که بهترین بیمه در مقابل عدم حرارت یکسان توجه داشتن به تغییرات ظاهری فلاکس است .اگر تغییرات ظاهری فلاکس بطور یکنواخت باشد پس حرارت دادن هم یکنواخت است .
هنگامیکه حرارت منطقه به درجه بریزینگ میرسد موقع استفاده از سیم جوش است.در این لحظه سیم جوش را مقابل نقطه اتصال نگه دارید.ملاحظه خواهید کرد که قسمتی از آلیاژسیم جوش ذوب شده و به واسطه خاصیت کاپیلاری به سرعت به سراسر منطقه جوش جاری میشود.جهت روانی بیشتر مواد سیم جوش میتوانید حدود 7-5 سانتیمتر از انتهای سیم جوش را به فلاکس آغشته نمایید.
گام ششم - تمیز کردن سطوح اتصال بعد از بریزینگ:
بعد از بریزینگ بایستی اقدام به تمیز کردن سطوح اتصال کرد . این عمل در دو مرحله انجام میشود:
1- برداشتن رسوبات فلاکس
2- اسید شویی لایه های اکسید شده
برداشتن رسوبات فلاکس مرحله ای ساده ولی ضروریست چون باقیماندن این رسوبات سبب خوردگی نقطه اتصال میشود.از آنجاییکه بیشتر فلاکسها در اب محلول میباشند . ساده ترین کار شستن با آب داغ است. پوسته های شیشه مانند فلاکس به آسانی به برس سیمی ریخته میشوند.
تنها هنگامی به مشکل برخورد میکنید که به اندازه کافی فلاکس مصرف نکرده باشید و یا بیش از اندازه حرارت داده باشید که در این صورت فلاکس با اکسید ترکیب شده و به رنگ سبز یا سیاه در می آید. در این حالت برای برداشتن لایهرسوبی باید از یک محلول رقیق اسیدی استفاده کرد. محلول 25% اسید کلریدریک داغ تا 60 تا 70 درجه سانتیگراد برای حل کردن این رسوبات مورد استفاده قرار میگیرد.
برای اینکار قطعات بریزینگ شده را در این محلول اسیدی برای مدت 30 ثانیه تا دو دقیقه قرار دهید تا رسوبات حل شوند. در این مرحله نیازی به استفاده از برس سیمی نیست ولی حتما قبل از اینکار از دستکش لاستیکی و عینک محافظ استفاده نمایید. چون امکان پاشیدن اسید بعد از فروبردن قطعه در ان وجود دارد . هنگامبکه از برداشتن رسوبات فلاکس و اکسید ها اطمینان حاصل گردید دیگر نیازی به انجام مراحل دیگر نیست و این مجموعه برای استفاده آماده است .